圖片:
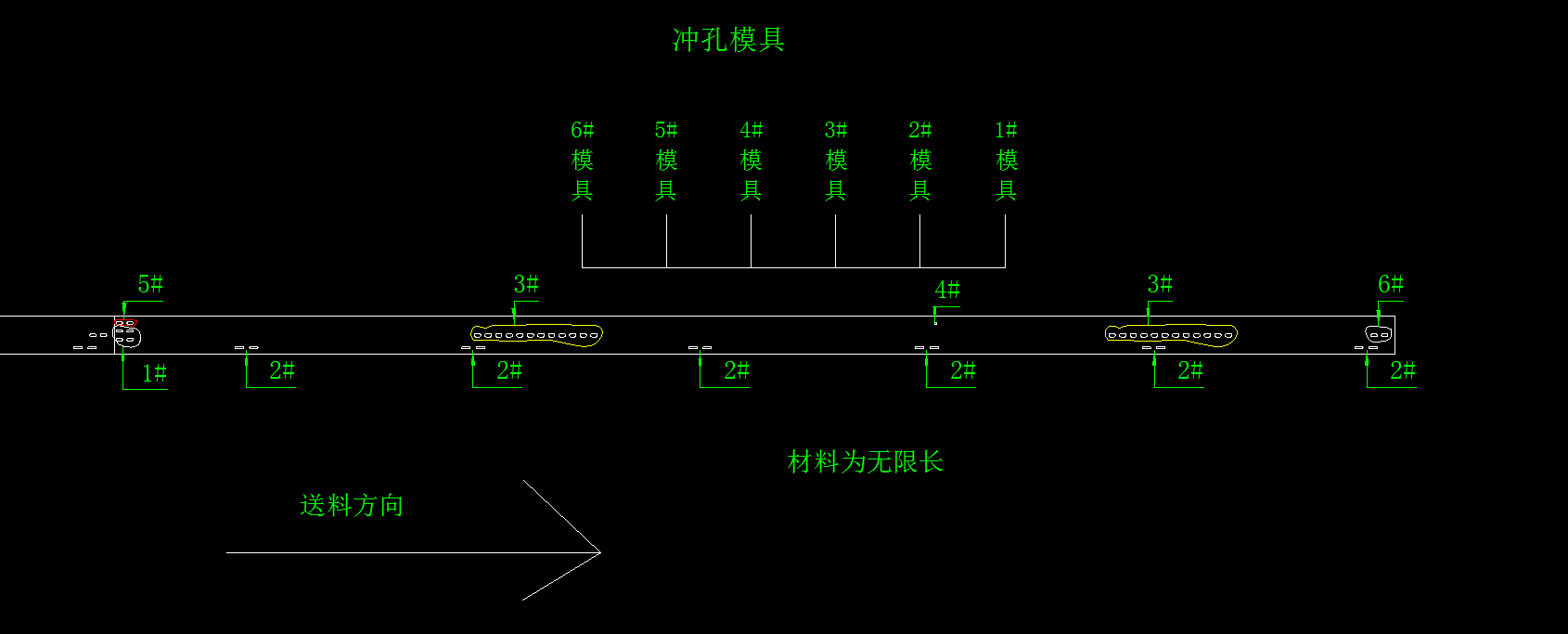
伺服送料沖孔 材料上有6種孔型 6組沖孔模具 沖孔模具之間的間距是300mm 材料為無限長 初步考慮是在觸摸屏上輸入 長度 和對應模具號 來執行定位
但是程序編寫中有幾個問題不知道怎么處理,希望高手指點迷津。
1.定位方式為絕對定位。觸摸屏上設定的長度 為材料上孔位的標注尺寸 實際程序運行需要加上對應模具的間距,這樣的話就會出現長度大小的變化,需要把長度和對應的模具號整體進行排序,這個程序怎么處理。
2.上圖為一根材料上的孔位,之后沖孔都是按照圖示不斷循環。但是料尾的孔會出現下一根材料上沖了多個孔,才可以沖料尾的孔,這個程序怎么做判斷處理。
3.因為采用絕對定位,材料無限長(上盤料的尾和下盤料的頭進行焊接,相當于無限長),32位數據肯定會出現數據溢出,這個要怎么處理。
希望大神們多多指點,感激不盡!
 滬公網安備31010802001143號
滬公網安備31010802001143號

